

-
SeriesApliweld
-
ModelAT-020N
-
Brand / Made inAT / SPAIN
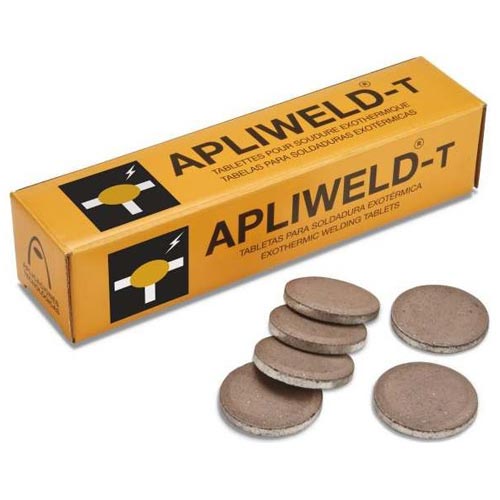
- Reference: AT-020N
- Packaging dimensions: 52 x 52 x 220 mm
- Total weight: 900 g
- Units per pack: 20 tablets
- Tablet dimensions: 43 mm
- Compact and easy to use
- Reduces stock costs
- Improves welding process times
- Increases equipment life-time
- Both electronic and powderstarters can be employed
- Certification in agreement with UL467 Grounding and bonding equipment
- Compliance with NTP 1028 safety in copper aluminothermic welding
- Compliance with ITC-BT-26 internal housing installations. General installation requirements
Apliweld®-T - The revolution in tablet format
Earthing systems and their connections must last throughout the lifetime of an installation.
The technology of the APLIWELD® Secure+ system ensures this is achieved by overcoming the result of other types of welding and traditional techniques such as mechanical connections.
Exothermic welding is the result of a process that achieves the molecular union of two or more metallic conductors through a chemical reaction. This molecular bond improves the mechanical, electrical and corrosion-related properties with respect to any mechanical connection.
The innovative tablet format of Apliweld® Secure+ and the electronic ignition offers much more efficient results, saving costs and providing an extra in security.
Perfect unions
The exothermic welding Apliweld® Secure+ is the best mode to make permanent, reliable and high conductivity connections in every installation that requires earthing connection. The molecular union, not only mechanic, ensures the connection during the lifetime of the building in a well-defined process.
Cost saving
The unique tablet format of the Apliweld® Secure+ for any type of connection, it reduces logistics costs, minimizes errors and preparation times and increases the efficiency of the process, even in windy or humid weather conditions.
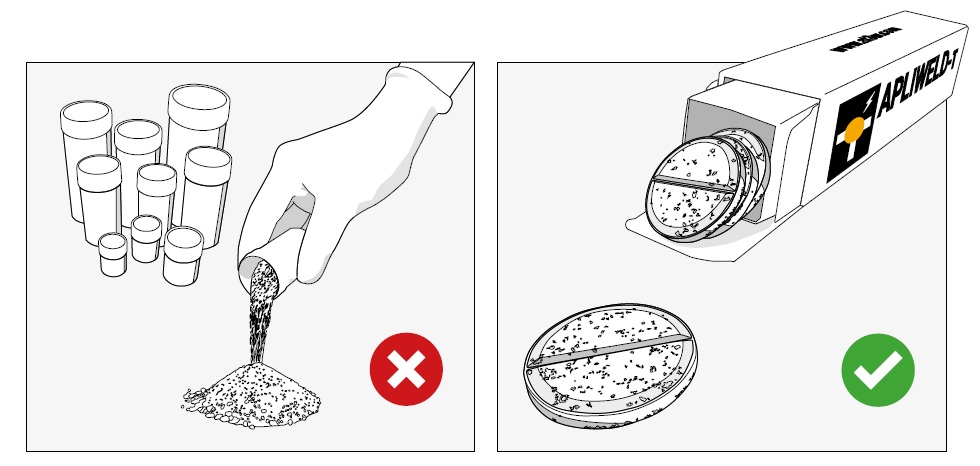
Traditionally, exothermic welding required the user to have multiple cartridges with different powder weights for carrying out the various connections. Once the conductors were inserted in the graphite mould, the welding compound and the reactive powder (usually a flammable compound) were poured into the crucible. Then a flint gun, applied manually to the starting powder at arm’s length produced a spark triggering the exothermic reaction.
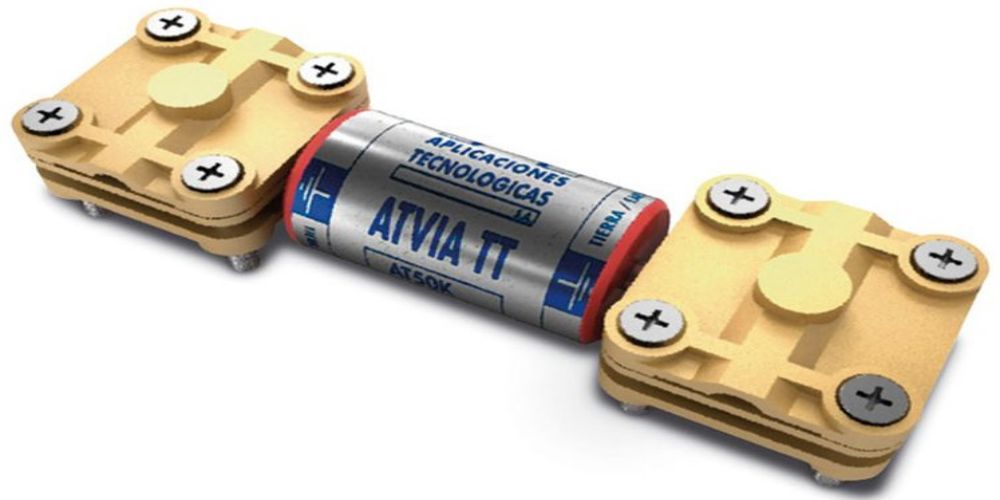
With APLIWELD® Secure+ the required number of tablets are placed inside the graphite mould. The electronic starter is inserted on top and activated from a distance. Hence there is no need for multiple cartridges and it is completely safe for the operator.
INSTRUCTIONS FOR USE
The material to be welded (cable, rod, tape...) must be clean and dry using the brush included in the set of accessories. Then the oxide layer and uperficial impurity is eliminated.
Given that the graphite mould also absorbs moisture, this should be removed by preheating with a gas welding torch to avoid a porous welding. After the first welding is done, it is not necessary to re-heat the mould if the next welding is done within 15 minutes as it conserves the previously generated heat.
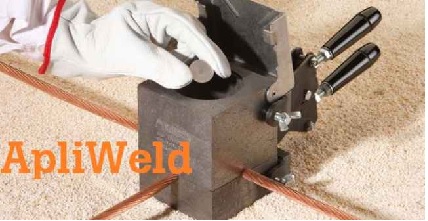
- Place the conductors in the mould and close the handle clamps to avoid material leakages during the reaction.
- Put the APLIWELD®-T tablets in the graphite mould hopper. The number of tablets is indicated in every mould.
- Empty the starting powder on the side of the mould as a fuse, scattering the rest into the welding mixture. Close the mould lid.
- Ignite the starting powder extended on the side of the mould using the flint igniters.
- Once started, the reaction will take 3-4 seconds during which it is recommended to stand back the mould.
SAFETY AND MAINTENANCE
- Read carefully the particular product instructions supplied in all Apliweld® products before its use.
- All personnel that will carry out Apliweld exothermic welding should be duly trained in the correct usage of the product.









Other Product Series Apliweld

Other products in the same category

CART
No products in your cart
Báo Giá Sản Phẩm

THYAN ENGINEERING CO.LTD
- 169/23 Nguyen Thi Muoi, Chanh Hung, Ho Chi Minh City, VietNam
- (84.28) 3850 5678
- info@thyan.vn
- https://thyan.vn/en
- Zip Code: 752800
Sign Up For News
Leave your information and we will contact you!

Copyright © 2022 Công Ty Kỹ Thuật Thy An.


